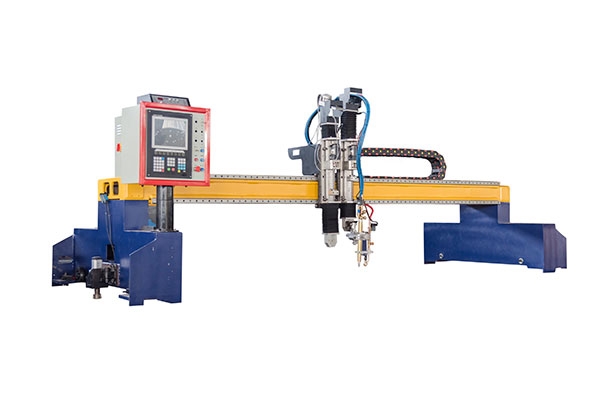
对于数控等离子切割机来说,割嘴是个较大的消耗品。很多客户埋怨数控等离子切割机割嘴损耗快的问题,有时候一两个小时就得更换一个割嘴,好一点的也不过三四个小时,这到底是割嘴质量的问题还是有什么外在因素呢?
等离子切割中最大的消耗品不过切割割嘴了消耗过快不只和等离子电源自身有关,外在因素也很多。如切割方式不正确,割嘴没有和钢板垂直切割,导致高频引弧时,电极割嘴受到损害等一系列由于操作粗心导致的问题。
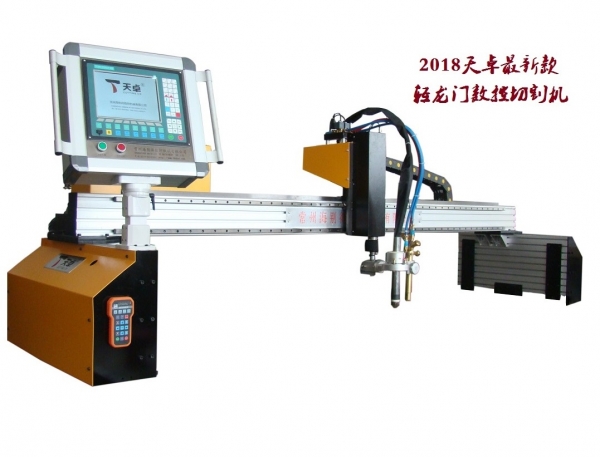
设备自身的质量很重要,等重要的还需要谨慎、正确的使用才行。
主要由于以下几种原因:
冷却水冷却效果不好;
穿孔厚度太厚导致穿孔时割嘴就损坏;
割嘴型号不匹配;
穿孔距离太低;

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询