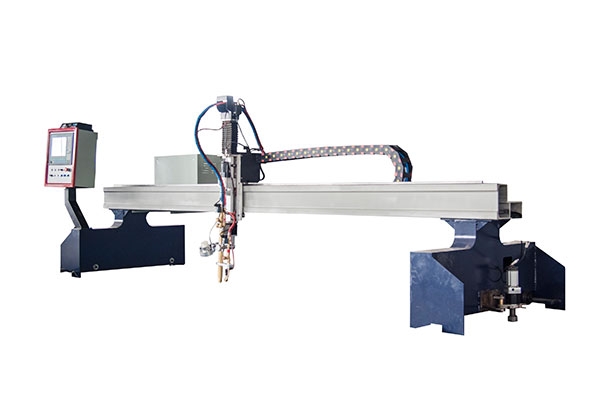
数控火焰切割机调火步骤:
氧气压力0.5-0.6Mpa,丙烷0.05
割枪上有三个阀门,分别是预热氧,燃气,高压氧,点火之前先将燃气旋半圈,预热氧旋松一点点,切记是一点点,过大会导致灭火!高压氧阀门旋1-2圈,
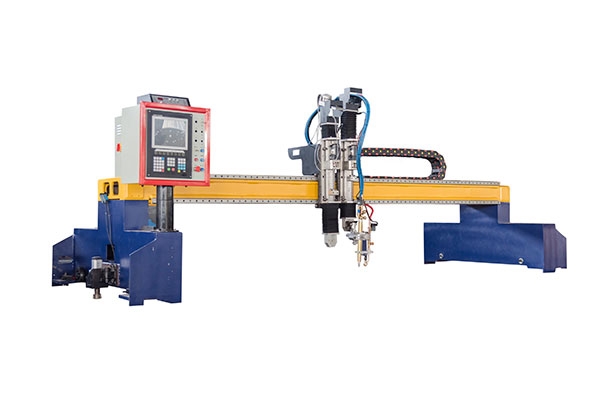
然后就是操作数控,打开预热氧和燃气电磁阀,然后按点火按纽
此时枪头火焰已经点燃,我们需要将预热氧气慢慢调大,让火焰中的兰色火焰向上收,收到超出割嘴5毫米-8毫米左右,然后再将燃气调大,再调大氧气,直到自己认为预热火焰大小差不多为止(并不是说第一次收兰色火到位后就已经将火焰调好了,要根据切割板厚将预热火焰调节到适当的大小,此时完全凭经验,首次可以考虑调大些为好,听到比较大的喷火声音基本就差不多了,如果喷出的火焰声音比较小,那可能是火调小了,仅供参考啊)
45厚的板建议预热时间调到1分钟,中途可随时调整,穿孔时间给到3秒,穿孔割枪升0.5,穿孔割枪降0.5秒!

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询