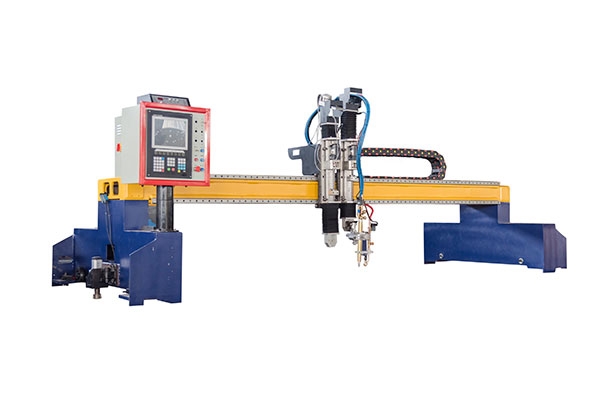
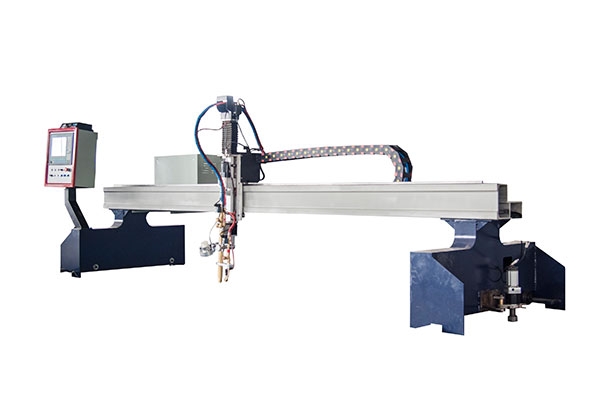
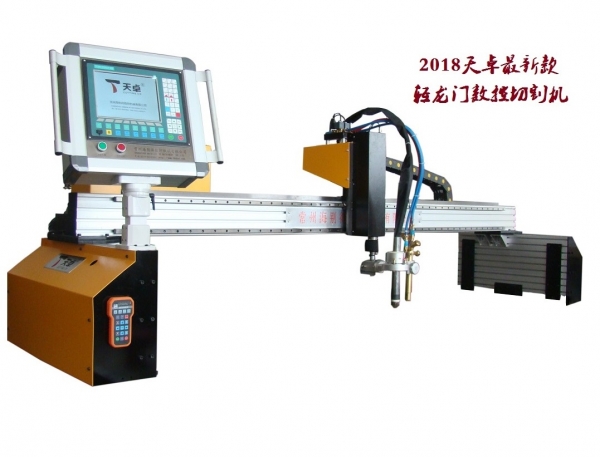
海别得等离子切割机安全操作规程:
1.准备工作:
(1)按说明书要求正确连接三相电源线及保护接地线;将机器后部水箱加满干净自来水;将气管连接到机器后部的空气过滤减压阀接口上。
(2)闭合供电开关,向主机供电。确保三相供电正常后,打开电源开关,主机内冷却风扇应向设备内部吹风,若转向相反,应将输入三相电源线相位调换任意两相,改变转向后方能正常使用。
(3)此时检查设备后部水箱上一根小水管是否有水回到水箱,有代表水路通畅,可正常使用。如电源打开后无回水,则必须要检查水路通畅及水泵等问题,将故障排除后方可使用。
(4)向主机供气,并将“试气”“切割”开关置于“试气”位置。此时割炬喷嘴中应喷出压缩空气。试验三分钟,此间,“气压不足”红灯不应亮,检查“空气过滤减压器”上压力表指示值应不低于0.42Mpa,否则,表明气源压力不足0.45Mpa,或流量不足200L/min。也可能是供气管路内孔太小,气压降太大,若存在上述问题,应检查解决。另外请注意:“空气过滤器”失调否,或失调,应重新调整。调整方法为:向上拔出黑色手柄,顺时针方向旋转手柄,压力增高,反之则降低。将压力表上的指示值调至0.45-0.5Mpa,若供气正常,“气压不足”指示灯熄灭,这时,请将“切割”“试气”开关置于“切割”位置。
(5)根据工件厚度,选择切割档位。
(6)当主机“切厚选择”开关置于“高档”时,应采用水冷割炬切割;同时,可优先考虑用自来水直接冷却方式,以加强冷却效果,延长消耗件使用寿命。
2.手动非接触式切割:
(1)将割炬滚轮接触工件,喷嘴离工件平面间距调整至4-6mm。主机上“切厚选择”开关置于“高档”或者低档。
(2)开启割炬开关,引燃等离子弧,切透工件后,向切割方向匀速移动。切割速度为:以切穿为前提,宜快不宜慢。太慢将影响切口质量,甚至断弧。
(3)切割完毕,关闭割炬开关,等离子弧熄灭。这时,压缩空气延时喷出,以冷却割炬。数秒钟后,自动停止喷出。移开割炬,完成切割全过程。
(4)更换消耗件:切割过程中发现电弧出现绿光,或者出现与平时切割发出声音不一样有断续声音时,须及时检查消耗件的损耗情况,并及时更换。更换时务必将设备电源切断,更换电极的时候要将电极微微拧紧,确保电极与割枪导电良好,否则容易烧坏割枪。(建议用钳子略微拧紧便可,切记不可拼命用力,容易把枪体拧坏)
3.保养
(1)每天对机器后部空气过滤减压阀进行放水,一周对气泵放一次水,确保气泵输出空气的干燥;
(2)每个月对设备内部的金属粉尘进行一次清理,并切断电源检查各导电连接部位的螺丝有无松动;
(3)每天检查割枪电缆部分是否有漏水、漏气现象,如有及时处理并排除;
(4)设备内部变压器上有温度继电器,建议每半年检查一次,看其是否松动。(松动会影响其感温性能,影响变压器的使用寿命)如有松动,及时绑紧。
4.防护
(1)等离子切割时具有高温的金属,要求操作工人穿戴好必要的防护服、帽、及鞋类防护用品。
(2)等离子切割时有强烈的电弧光,要求操作工人戴好墨镜或者电焊面罩,防止眼睛的灼伤; 瑾尚焊接机

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询