切割枪平移电气传动控制主要考虑以下几个方面:
(1)割枪平移时,其负荷很轻通常在0.5 kW以下。
(2)为了保证切割质量,要求平移速度稳定(解释:稳固安定;没有变动),静差度≦0.5%。
(3)按切割工艺要求,切割枪平移应该慢速起切,中速切割.高速返回.调速范圈一般按100 mm/min左右考虑。
(4)由于铸坯的温度、钢种、断面不同,要求切割枪平移速度连续可调。
因此切割枪平移必须采用高精度(精确度)调速系统,如直流电气传动.晶闸管可逆装置供电,通过弱磁实现高速返回移动。切割枪升降仅是位置控制无特殊要求,因此使用交流鼠笼马达即可。
切割车走行的电气传动控制主要考虑以下几个方面:
在正常切割时,切割车走行仅有返回状态,而在前进切割时,切割车是夹紧在铸坯上与铸坯同步而被动运行,速度是和铸坯拉速一致的。
完整的诪坯切割过程包括坯头切割、试样切割(硫印需要切割)、坯尾切割、最终一块尾坯切割等多种方式,因此切割机行走的状态与停止位置依切割方式而定。具体的控制过程将在连铸(方法:传统的模铸法和连续铸钢法)基础自动化及功能这一章详细加以叙述。
为了保证切割定尺的准确性,要求切割车返回时准确定位(包括初始位、切头位、切尾坯位等)并在到达定尺位置前300一500 mm时开始减速。小龙门数控切割机通常数控切割系统是按照事先编制好的加工程序(常用的绘图软件AOTOCAD),自动地对被加工零件进行加工。
我们把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数(主轴转数、进给量、背吃刀量等)以及辅助功能(换刀、主轴正转、反转、切削液开、关等),按照数控切割系统规定的指令代码及程序格式编写成加工程序单,再把这程序单中的内容记录在控制介质上(如穿孔纸带、磁带、磁盘、磁泡存储器),然后输入到数控机床的数控装置中,从而指挥机床加工零件。
4.切割车行车速度和减速速度一经调整确定后固定不变,因此不需要连续调速。
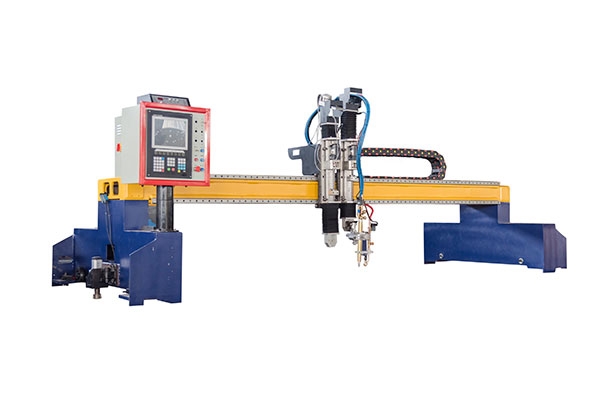
便携式数控切割机为伸缩臂式结构,底盘及悬臂选用铝合金材料制作,重量轻,移动便利;独特的设计,紧凑的外形结构使其具备占用场地小,运行稳定,切割精度高;该机型可配备火焰或等离子切割,是一种高效率、节约能源的切割设备,是重量最轻,价格最经济的一种数控切割机,是仿型切割机和普通便携式数控切割机的换代升级产品。
小龙门数控切割机机电一体化的切割机称之为数控切割机,例如数控等离子、火焰切割机,它们是通过数字程序驱动机床运动的,随着机床运动时,随机配带的切割工具对物体进行切割。通常切割车采用交流马达、变频调速、电磁制动器。 瑾尚焊接机

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询