数控切割机的原理就是在数控机床的基础上,利用外光路将激光器产生的光束进行导人。过聚焦作用(role)于材料表面。在材料表面形成熔池、或者直接将材料进行气化。然后用经切割头导流后的辅助气体(gases)将熔渣吹离,从而到达稳定(解释:稳固安定;没有变动)的切割效果(effect)。任何阻碍这个过程(process)的部件(assembly unit)或者条件(tiáo jiàn)现状都是故障(fault)判断的标准。但是故障排除(Remove)的原则基本如下:
(1)先外部后内部的原则:主要体在两个方面:先巡查外在条件是否合适,另一方面要避免随意启封、拆卸、这样可以避免故障的扩大成者降低(reduce)系统(system)的精度(精确度)。
(2)先一般后特殊的原则:在排除故障时,要先考虑(consider)最常见的原因,再分析(Analyse)很少发生的特殊情况。
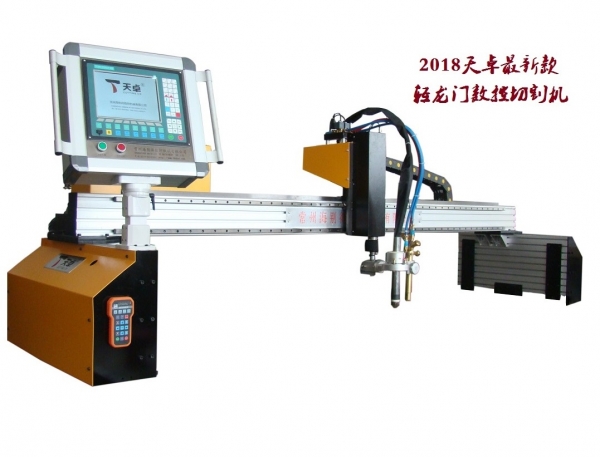
(3)先方案(plan)后操作的原则:当碰到故障时,应先静下心来。小龙门数控切割机机电一体化的切割机称之为数控切割机,例如数控等离子、火焰切割机(CNC Cutting Machine ),它们是通过数字程序驱动机床运动的,随着机床运动时,随机配带的切割工具对物体进行切割。仔细询问操作人员故障发生的现象、及故障后的症状。仔细分析(Analyse)可能(maybe)产生的原因.及解决方案。
(4)先简单后复杂的测试(TestMeasure)原则:当出现多种现象相互交织覆盖,一时无从下手。应先解决容易的问题,后解决难度较大的问题。
(5)此外,还需遵循先巡查后通电,先软件后硬件,先机(decisive occasion)械后电器等等原则。
故障(fault)排除(Remove)后,维修工作(job)还不能算是完成,尚需要从技术与管理两方面分析(Analyse)故障产生的深层次的原因,并及时反馈(feedback)到公司(Company)内部相关部门,以便采取适当措施(指针对问题的解决办法)避免故障再次产生。小龙门数控切割机通常数控切割系统是按照事先编制好的加工程序(常用的绘图软件AOTOCAD),自动地对被加工零件进行加工。
我们把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数(主轴转数、进给量、背吃刀量等)以及辅助功能(换刀、主轴正转、反转、切削液开、关等),按照数控切割系统规定的指令代码及程序格式编写成加工程序单,再把这程序单中的内容记录在控制介质上(如穿孔纸带、磁带、磁盘、磁泡存储器),然后输入到数控机床的数控装置中,从而指挥机床加工零件。
便携式数控切割机又称为小车式数控切割机或微型数控切割机。从机型特点来看,小车式切割机兼具高速高效的数控切割机特点,同时其加工精度也比一般手持或仿型设备提高不少。正是凭借上述特点,小车式数控切割机在国内市场是应用最为广泛的一类切割机机型,其市场占有率达到一半以上。必要时可报据现场条件(tiáo jiàn)使用成熟技术对设备进行改造(refome)升级。

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询