数控切割机爬行和振动问题是属于速度的问题,因而应从速度环开始着手,由于切割机的速度的整个调节过程是由速度调节器来完成的。而速度调节器的时间常数,也就是速度调节器积分时间常数是以毫秒计的,因此,整个数控切割机的伺服运动是一个过渡和调节过程。
数控切割机出现打哽现象是指电机是在低速,一旦提高速度就震起来,这时电流就可能出现过流报警。产生这种报警的原因是数控切割机工作台面为了迅速跟限反馈信号的变化而变化,必须有一个很大的加速度才行,这个加速度就是由电机的转矩给出的。转矩就是电流信号。大的转矩,就是大的电流信号造成的,在电流环中出现了一个电流的激烈变化,从而出现了过电流现象。 在振动时不报警,而在振动加大时,出现了过电流报警。
由此可知,对于数控切割机的位置问题应从位置环着手,而速度问题应从速度环开始考虑。所谓位置环就是研究零件加工的尺寸问题,零件的尺寸的精度要去研究位置环。当然,零件尺寸的重复精度还和基准点有关,我们在后面还要讨论基准点返回问题。速度的问题就要去研究速度环以及与速度环有关的部分。尺寸问题和位置问题考虑的对象应是位置环或与位置环有关的部分。
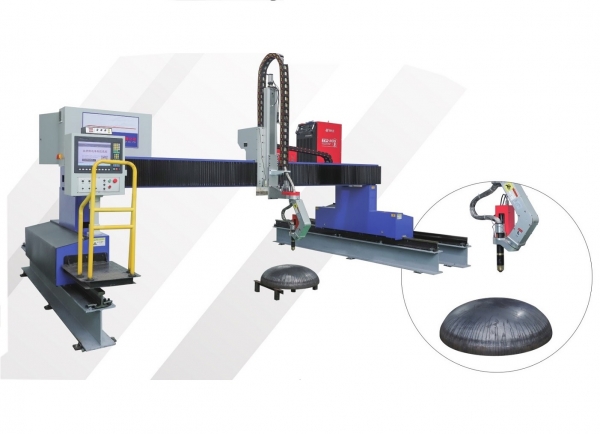
造成数控切割机设备在运行过程中出现抖动严重,一走一卡的问题导向间隙和传动间隙调整不到位,那么如何调整呢?具体方法如下:
1.导向间隙调整
导向间隙,指两导向滚轮与前导轨两导向侧面的间隙。有横向滑架(或割炬拖板)对横向前导轨(或横梁)的导向间隙和纵向滑架对纵向前导轨的导向间隙。导向间隙过大,会影响X方向与Y方向的垂直度和移动精度。用手轻轻转动前导轨两侧的导向滚轮,即可感觉到导向间隙的大小。在每一对导向轮中,其内侧导向轮采用偏心轴方式安装,在其上方有供调整的轴伸端。转动该偏心轴,即可调整导向间隙。调整时,切忌将导向滚轮过紧地压向道轨侧面,一般采用轻轻转动偏心轴,当感觉到导向滚轮压到道轨侧面时,再反转一小角度,使其有一很小的间隙,然后将偏心轴锁紧。纵向滑架对纵向前导轨有两对导向轮,因而也有两个调整偏心轴。横向滑架对横向前道轨的导向,与纵向滑架对纵向前道轨的导向结构上类似,调整方法也一致。
2.传动间隙的调整
数控切割机X及Y方向的移动,均是步进电机/伺服电机经齿轮及齿轮齿条传动来实现的,齿条分别固定在纵向前导轨与横向前导轨上数控切割机所使用的步进电机的运行特点是计算机每给一个控制脉冲,步进电机走一步,脉冲频率高,走步快,脉冲频率低,走步慢。步进电机这种一步一停的运行方式,要求传动系统不能有间隙,否则会产生严重的噪音甚至丢步,这与常规传动系统要求有适当传动间隙是完全不同的。传动系统是否间隙较大,从运行噪音即可判断。传动间隙,在设备使用一段时间后,应进行一次调整。传动箱内小齿轮与步进电机输出轴固联在一起,大齿轮经轴在传动箱上定位。因此,传动箱内齿轮传动间隙的调整,可松开步进电机对传动箱的固定,将步进电机与小齿轮一起向大齿轮方向靠紧后再固紧即可。调整时,以消除间隙为目的,但不能使齿轮与齿轮靠得太紧。传动箱分别与横向滑架和纵向滑架固定。齿轮与齿条的间隙调整,可松开传动箱在滑架上的固定螺栓,将整个传动箱向齿条靠紧后再固紧即可。同样,调整时以消除间隙为目的,不能使齿轮与齿条靠得太紧。

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询