数控切割机的精确切割加工(Processing)除了对控制(control)系统(system)的要求之外,更重要的是传动系统的精确定位要求,目前国内数控切割机的传动系统在结构(Structure)形式上可分为皮带传动、齿条传动和丝杆传动三大类;而在传动的动力部分则主要由各类马达提供,这里所谈到的电机可分为伺服电机和步进电机两大类,下面公司(Company)将主要就伺服电机传动系统的特点为大家做个简单的介绍。
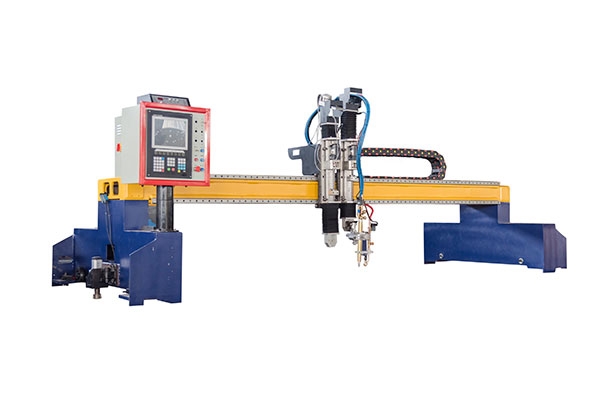
切割机切割机分为火焰切割机、等离子切割机、激光切割机、水切割等。激光切割机为效率最快,切割精度最高,切割厚度一般较小。小龙门数控切割机机电一体化的切割机称之为数控切割机,例如数控等离子、火焰切割机(CNC Cutting Machine ),它们是通过数字程序驱动机床运动的,随着机床运动时,随机配带的切割工具对物体进行切割。
伺服的基本概念是准确、精确、快速定位。小龙门数控切割机机电一体化的切割机称之为数控切割机,例如数控等离子、火焰切割机(CNC Cutting Machine ),它们是通过数字程序驱动机床运动的,随着机床运动时,随机配带的切割工具对物体进行切割。变频(frequency conversion)是伺服控制(control)的一个必须的内部环节,伺服驱动(Driver)器中同样存在变频(要进行无级调速)。
但伺服将电流(Electron flow)环速度环或者位置(position )环都闭合进行控制,这是很大的区别。除此外,伺服马达的构造与普通电机是有区别的,要满足快速响应和准确定位。现在市面上流通的交流伺服电机多为永磁同步交流伺服,但这种电机受工艺( technology)限制,很难做到很大的功率(指物体在单位时间内所做的功的多少),十几KW以上的同步伺服价格(price)及其昂贵,这样在现场应用(application)允许的情况(Condition)下多采用交流异步伺服,
这时很多驱动器就是高端(high end)变频器(Variable-frequency Drive),带编码(coding)器反馈(feedback)闭环控制。所谓伺服就是要满足准确、精确、快速定位,只要满足就不存在伺服变频之争。
交流伺服的技术(Technology)本身就是借鉴(jiè jiàn)并应用(application)了变频(frequency conversion)的技术,在直流马达的伺服控制(control)的基础上通过变频的PWM方式模仿直流电机的控制方式来实现的,也就是说交流伺服电机必然有变频的这一环节:
变频就是将工频的50、60HZ的交流电先整流成直流电,然后通过可控制门极的各类晶体管(IGBT,IGCT等)通过载波频率(frequency)和PWM调节(adjust)逆变为频率可调的波形类似于正余弦的脉动电,由于频率可调,所以交流电机的速度就可调了(n=60f/p ,n转速(Rotational Speed),f频率, p极对数)

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询