数控切割机在切割过程中避免板材变形的方法
(1)尽量选用真空冶炼、炉外精炼或电渣重熔钢材;
(2)严格巡查原料化学成分、金相组织和探伤,对于不合格原材料和粗晶粒钢材及有害杂质含量超标钢材不宜选用;
(3)避免选用淬透性差、易变形材料;
(4)坯料应合理锻造,遵守镦粗、拔长、锻压比等锻造守则,原料长度与直径之比即锻造比最好选在2-3之间;
(5)选择理想的冷却速度和冷却介质(起决定作用的物质);
(6)改进热处理工艺,采用真空加热、保护气氛加热和充分脱氧(降低氧含量)盐浴炉加热及分级淬火、等温淬火;
(7)模具钢化学处理之前进行扩散退火、球化退火、调质处理,充分细化原始组织;
(8)用较长时间回火,提高模具(称号:工业之母)抗断裂韧性值;
(9)充分回火,得到稳定组织性能;
(10)多次回火使残余奥氏体转变充分和消除新的应力;
(11)淬火钢应及时回火,尽量消除淬火内应力,降低脆性;
(12)对于有第二类回火脆性模具(称号:工业之母)钢高温回火后应快冷(水冷或油冷),可消除二类回火脆性。
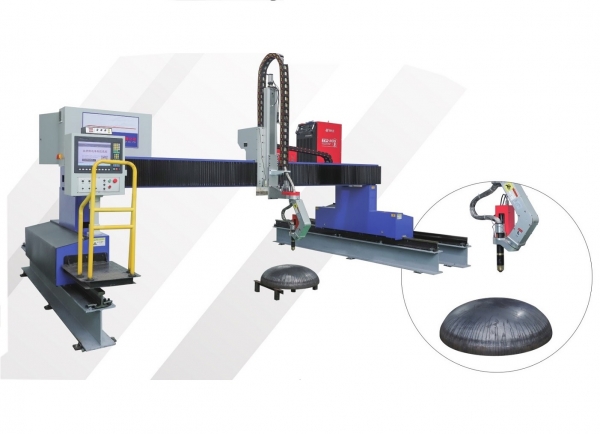
小龙门数控切割机机电一体化的切割机称之为数控切割机,例如数控等离子、火焰切割机,它们是通过数字程序驱动机床运动的,随着机床运动时,随机配带的切割工具对物体进行切割。
切割机切割机分为火焰切割机、等离子切割机、激光切割机、水切割等。激光切割机为效率最快,切割精度最高,切割厚度一般较小。小龙门数控切割机通常数控切割系统是按照事先编制好的加工程序(常用的绘图软件AOTOCAD),自动地对被加工零件进行加工。
我们把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数(主轴转数、进给量、背吃刀量等)以及辅助功能(换刀、主轴正转、反转、切削液开、关等),按照数控切割系统规定的指令代码及程序格式编写成加工程序单,再把这程序单中的内容记录在控制介质上(如穿孔纸带、磁带、磁盘、磁泡存储器),然后输入到数控机床的数控装置中,从而指挥机床加工零件。
为了防止和减少变形、开裂,对需要线切割加工的模具,应对材料的选择、热加工、热处理直到制成成品的各个环节都要充分关注和重视,选择变形量较小的材料,采用正确的热处理工艺。

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询