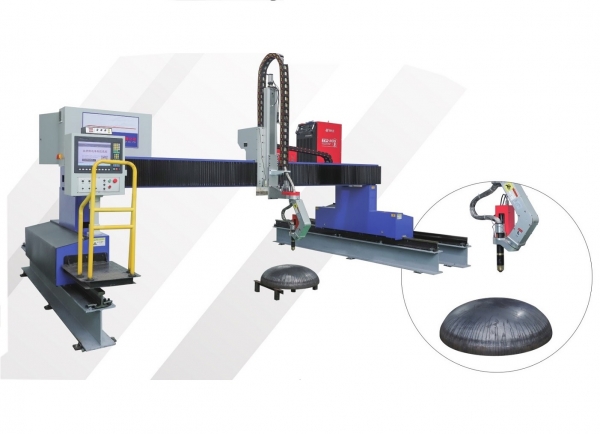
等离子切割机在切割过程种,喷嘴和工件之间的距离会导致切割面,切割割缝,切割效果有这明显的不同。
切割距离过高将使等离子弧对熔化金属的吹力减弱,切割能力降低,底部毛刺增多。同时也增加了电弧的不稳定性。
但过短的距离则使工件和喷嘴之间短路的可能性增加,可能会在切割过程中引起喷嘴边缘和工件的拉弧,缩短喷嘴的使用寿命;
一般应在不致引起喷嘴和工件短路拉弧的情况下,距离尽量小些好。等离子切割机正常切割时一般为3~7mm(接触式切割的机型除外)。TZ系列大功率等离子切割机在切割厚板时,高度可以超过正常高度!
空气等离子切割机切割时还可以将喷嘴与工件接触,即喷嘴贴着工件表面滑动,这种切割方式称为接触切割或称为笔式切割,主要试用于60A一下小机型!
对于机用切割,穿孔或切割过程中割炬不得接触工件。穿孔时的高度推荐高于正常切割的2倍以上,在保证能正常穿孔的情况下,高度高些,能延长割枪前部配件的使用寿命!瑾尚焊接机 瑾尚激光

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询