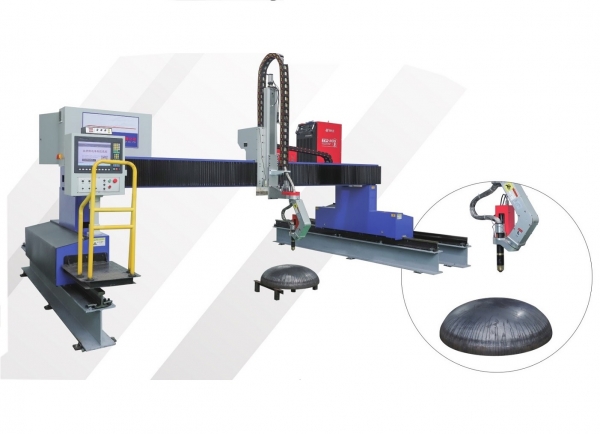
等离子切割机在切割过程中经常会出现切割底部毛刺多,也就是刮渣多。尤其是不锈钢等合金材料切割过程中,这些毛刺比较难以去除。
那导致这些问题的原因大概有以下几个方面,如果掌握好了基本可以使空气等离子切割机在切割的时候毛刺的量能降低到最少!
1.选用原厂耗材:保证电极中心与喷嘴孔中心的严格对中,以防破坏等离子弧的压缩,而使等离子弧柱不够集中以及切割能力削弱。
2.保证有足够的功率,以使熔化金属具有良好的流动性。同时,还可使切割速度和切割过程的稳定性提高,这就使得有可能采用更
大的气体流量来增大气流的吹力,更有利于毛刺的消除。
3.选择合适的气体流量和切割速度。
气流量过小,吹力不足。
气流量过大,等离子弧长度缩短,切口呈 V 形,切割的后拖量加大。
在这二种情况下都要形成毛刺。
4.切割速度过小时,切口宽,表面粗糙,切口底部易过热。
5.切割速度过大时,后拖量加大,对消除毛刺也不利。在一定条件下,气体流量和切割速度有一个最佳范围。这个需要实际操作种去
总结和感受!基本可以参考这样一个规律,厚板等离子切割机在切割钢板时,可以遵循在能够割穿的情况下速度尽量快!瑾尚焊接机

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询