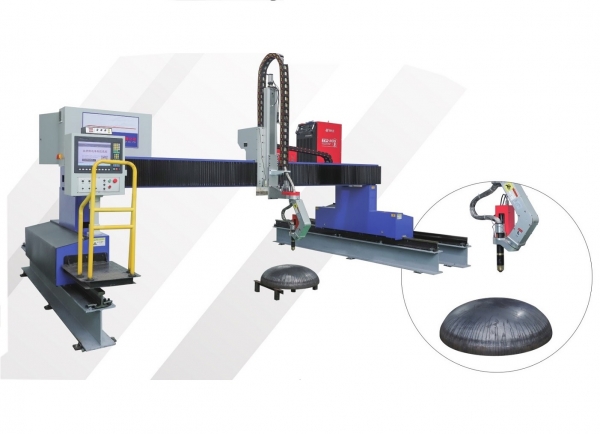
等离子切割机切割工艺之电流与喷嘴孔径的匹配
好多等离子切割机用户在使用切割过程种都会碰到以下一些问题:
为什么我的喷嘴不耐用?切割一会喷嘴就损坏了?
为什么我的割缝太大?
为什么我的等离子切割机切割垂直度不好?
为什么我的切割机切割厚度达不到?
那我们今天就来着重讲以下这些问题的根源是怎么造成的。
问题一:当然这个问题可能是有好多因素造成的,在排除配件不是原装的情况下,排除气压不稳定情况下,还有一个重要的因素
那就是喷嘴孔径和电流大小的匹配问题。电流大,喷嘴孔小,导致喷嘴孔过快损坏!
问题二:割缝大就是电流大,大电流配大的喷嘴孔,电弧柱相对就比较粗,因此切割的割缝就比较大!不同电流切割不同厚度板材
这个是使用过程种应该要注意的!
问题三:垂直度的问题比较复杂,但是如果喷嘴孔大,电流小,这两者不匹配的话也是导致这个原因的主要因素!
问题四:切割厚度达不到说明书的参数,也是有多方面问题,其中喷嘴孔过大,电流和等离子切割机割枪上的喷嘴孔不匹配也会导
致切割厚度达不到预期厚度!
因此可见,等离子切割机的输出电流和割枪喷嘴的配合使用是相当重要的,以下给出一个参考表方便大家在使用过程中注意,如果
这个问题满足的话,还是出现类似的问题,那就需要检查其他方面的问题了!
TZ系列等离子切割机电流与喷嘴孔径参考表(其他等离子切割设备也可参考)
孔径(mm) | 0.9~1.1 | 1.1~1.3 | 1.1~1.5 | 1.3~1.5 | 1.5~1.8 | 1.5~1.8 | 1.8~2.0 | 2.0~2.2 | 2.2~2.6 | 2.6~2.8 | 3.0~3.2 |
电流(A) | 30~40 | 40~65 | 70~90 | 80~100 | 110~130 | 140~170 | 180~210 | 220~250 | 250~300 | 300~400 | 400~500 |

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询