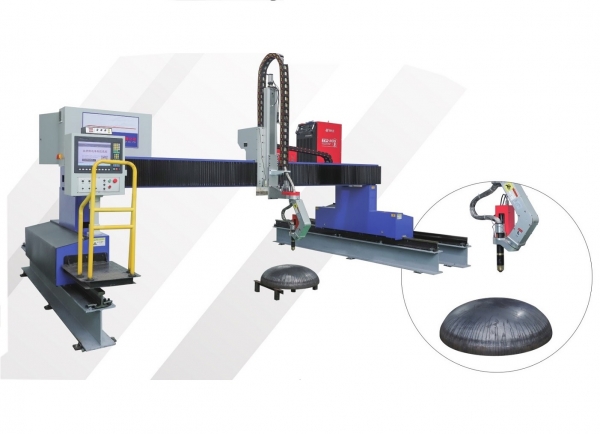
等离子切割机切口质量差可能有以下原因:
原因:
电流和电压设置不合理,可能过高或过低。
切割速度过快或过慢。
电极和喷嘴磨损严重。
等离子气体压力或流量不合适。
工件表面有杂质或油污等。
割炬与工件的距离不合适。
解决方法:
重新根据切割材料和厚度调整合适的电流和电压。
找到适宜的切割速度,通过试验确定。
及时更换磨损的电极和喷嘴。
精确调整等离子气体的压力和流量。
清理工件表面的杂质和油污。
调整割炬与工件保持恰当的距离,一般为几毫米。
比如,若电流电压设置过高,可能导致切口过宽且有熔渣残留;若切割速度过慢,可能使切口边缘出现挂渣现象。只有准确找到原因并针对性地采取措施,才能有效改善切口质量。


常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询